Selecting a tube sealing method is just as important as selecting the proper tube.
Making the right selection for sealing a tube is not only important to seal strength but also the final look of the tube.
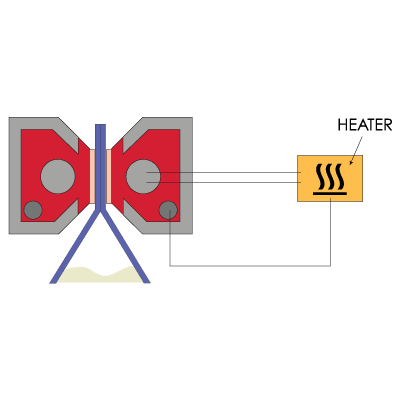
Hot Air Tube Sealing
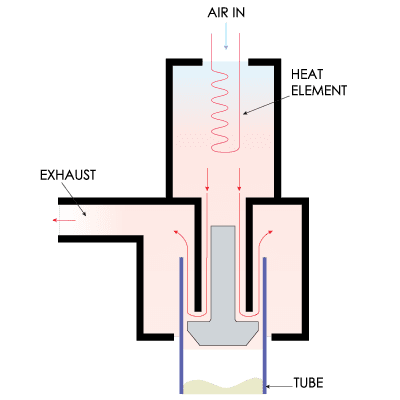
This method is the most popular tube sealing option for plastic and laminate tubes due to the speeds achieved during production and because it works with the largest variety of tubes. Hot Air sealing produces a strong seal with a professional appearance suitable for product display. This seal is created when Hot Air is produced and directed into the open end of the plastic or laminate tube. The Hot Air heats the inside of the tube wall just enough to soften the plastic of the tube wall. The tube is then transferred to the closing station where a pair of tube sealing jaws, cooled by cold water, crimps the softened plastic to seal the end of the tube closed. The main downside of Hot Air Sealing is the need for additional change parts. These parts will depend on the variety of tube diameters being run on the filling system.
High Frequency Tube Sealing
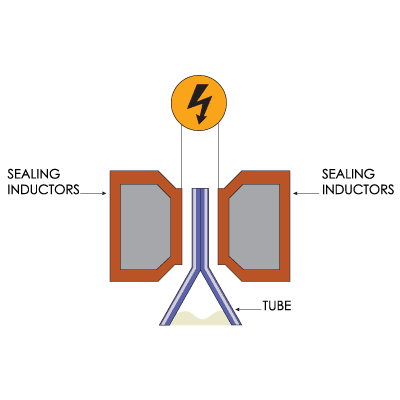
High Frequency tube sealing uses an eddy current that is produced in the aluminum layer between two electrodes; similar to the way a microwave oven cooks food. It heats the plastic material between the two electrodes in the seal area. Once the temperature reaches the melting point pressure is applied to complete the sealing process. High Frequency sealing is slower than Hot Air Sealing and does not give the visual appearance that is produced with Hot Air Sealing. High Frequency Sealing is used for aluminum laminate tubes only.
Ultrasonic Tube Sealing
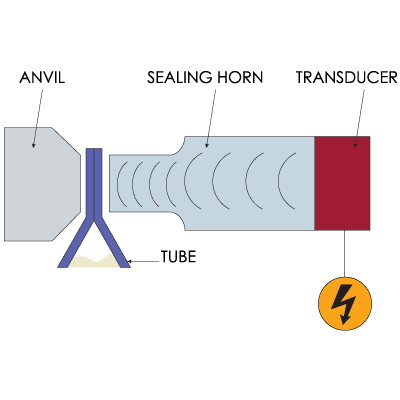
Ultrasonic tube sealing is a method where plastic and laminate tubes are sealed by the high frequency vibration of an ultrasonic sealing horn. This vibration heats the plastic of the tube in the seal area causing the plastic to melt. The end of the tube is held closed under pressure between the sealing horn and matching anvil to cool and complete the tube seal. Ultrasonic tube sealing requires less change parts and can seal through product contamination in the seal area but is slower than Hot Air or HF Sealing. Ultrasonic Sealing does not give the same high quality visual appearance that is produced with Hot Air Sealing.
Hot Jaw Tube Sealing
Hot Jaw tube sealing utilizes crimping jaws that apply heat and pressure to the outside of the tube. Heat is applied to the outside and continues through to the inner tube walls and then crimping jaws apply pressure to seal the tube. Hot Jaw sealing is less efficient than other types of sealing and requires more time to achieve the tube seal. Hot Jaw sealing also produces a less than professional tube seal appearance.
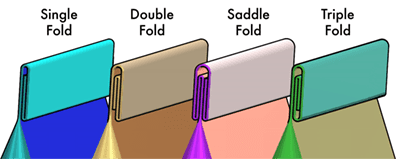
Metal Tube Sealing Options
Metal tube sealing requires a series of crimping stations which flatten and fold the end of the metal tube. The tube is then pressed to complete the sealing of the tube. Metal tube closing is available in several styles; single fold, double fold, triple fold or saddle fold options. Metal tube folding styles provide different tube seal strength and can vary depending on customer preference and/or product viscosity. A variety of tube lengths are required to complete the desired tube folding process and must be considered before tubes are ordered from the tube supplier.